




Новости
 Дом / Новости / Новости отрасли / Технология обработки горячей ковки: процесс, преимущества и применение
Дом / Новости / Новости отрасли / Технология обработки горячей ковки: процесс, преимущества и применение Технология обработки горячей ковки: процесс, преимущества и применение
 2026.03.27
2026.03.27
 Новости отрасли
Новости отрасли
Что такое горячая ковка и почему это важно
Горячая ковка — это процесс формовки металла, при котором металлическая заготовка нагревается выше температуры рекристаллизации, а затем формуется под действием высокой сжимающей силы с помощью штампов. Повышенная температура снижает предел текучести металла, позволяя формовать сложные формы при меньшем усилии пресса и одновременно улучшая механические свойства материала. В отличие от литья или механической обработки прутков, горячая ковка улучшает зернистую структуру металла, в результате чего детали становятся более прочными, жесткими и устойчивыми к усталости.
Этот процесс является краеугольным камнем современного промышленного производства. От компонентов автомобильной трансмиссии до тяжелого строительного оборудования и систем управления жидкостями, горячая ковка обеспечивает сочетание точности размеров, структурной целостности и эффективности использования материалов, которые требуются в требовательных приложениях. Понимание основ технологии обработки горячей штамповкой помогает инженерам и специалистам по закупкам принимать более обоснованные решения при выборе методов производства критически важных компонентов.
Процесс горячей ковки: шаг за шагом
Полный цикл производства горячей штамповки включает в себя несколько строго контролируемых этапов. Каждый шаг напрямую влияет на точность размеров, качество поверхности и механические характеристики конечной детали.
Подготовка и нагрев заготовок
Сырье сначала разрезается до точного веса с помощью распиловки или резки. Затем заготовку нагревают в индукционной или газовой печи до оптимального диапазона температур ковки — обычно между 950°C и 1250°C для углеродистых и легированных сталей. , в зависимости от состава сплава. Равномерное распределение температуры по поперечному сечению заготовки имеет решающее значение; неравномерный нагрев может вызвать внутренние напряжения, растрескивание поверхности или неравномерное течение зерна в готовой детали.
Проектирование штампов и оснастка
Штамповочный комплект — это сердце любой операции горячей ковки. Матрицы изготавливаются с высокой точностью из высоколегированной инструментальной стали и подвергаются термической обработке, чтобы выдерживать экстремальные температурные циклы и механические воздействия при производстве. Многофункциональные штампы проводят заготовку через последовательность полостей предварительной формовки, блокировки и чистовой обработки, постепенно придавая металлу форму и контролируя образование заусенцев. Правильная конструкция штампа определяет поток материала, расположение линии разъема, углы уклона и количество образующегося избыточного заусенца.
Ковка и удаление облоя
Нагретая заготовка помещается в матрицу и подвергается ударам или прессованию с контролируемой силой, обычно от нескольких сотен до нескольких тысяч тонн в зависимости от геометрии детали и материала. Металл течет, заполняя полость штампа, а лишний материал выбрасывается в виде струи вокруг линии разъема. В дальнейшем заусенец удаляется на обрезном прессе, и деталь переходит к следующему этапу.
Термическая обработка
Термическая обработка после ковки, включая нормализацию, отжиг, закалку и отпуск, используется для снятия остаточного напряжения и установления желаемого профиля твердости и ударной вязкости. Конкретный цикл выбирается на основе марки сплава и требований к механическим свойствам конечного применения.
Обработка и контроль
Большинство горячих поковок требуют чистовой обработки для достижения жестких допусков на размеры несущих поверхностей, отверстий и резьбовых элементов. Токарные центры с ЧПУ и обрабатывающие центры удаляют материал с высокой точностью. Окончательная проверка включает измерение размеров, испытание на твердость, ультразвуковой контроль внутренних дефектов и оценку качества поверхности перед упаковкой и отправкой.
Ключевые преимущества горячей ковки перед другими методами
Горячая ковка конкурирует с литьем, холодной ковкой и обработкой цельного прутка во многих областях применения. В таблице ниже приведены преимущества горячей ковки.
| Коэффициент сравнения | Горячая ковка | Кастинг | Обработка прутка |
|---|---|---|---|
| Зернистая структура | Изысканный, направленный | Грубый, случайный | в прокате |
| Предел прочности | Высокий | Умеренный | Умеренный |
| Риск пористости | Очень низкий | Высокий | Низкий |
| Использование материалов | Высокий | Умеренный | Низкий (high scrap) |
| Стоимость оснастки | Умеренный to high | Умеренный | Низкий |
| Стоимость единицы продукции по объему | Низкий | Низкий to moderate | Высокий |
Одним из наиболее значительных, но часто упускаемых из виду преимуществ горячей ковки является создание непрерывный поток зерна повторяющий контур детали. Такая направленная структура зерен значительно увеличивает усталостную долговечность и ударопрочность — свойства, которые необходимы для компонентов, подвергающихся циклическим нагрузкам или ударным нагрузкам в процессе эксплуатации.
Распространенные материалы, используемые при горячей ковке
Горячая ковка совместима с широким спектром сплавов черных и цветных металлов. Выбор материала зависит от механических требований, условий эксплуатации и целевых показателей стоимости применения.
- Углеродистые стали (например, AISI 1035, 1045): Широко используется для изготовления конструкционных деталей общего назначения и компонентов трансмиссии благодаря хорошей ковкости и экономической эффективности.
- Легированные стали (например, 42CrMo4, 40Cr): Предпочтителен для применений с высокими нагрузками, требующих повышенной прочности, ударной вязкости и прокаливаемости после термообработки.
- Нержавеющие стали (например, 304, 316, 17-4PH): Выбирается для компонентов, требующих коррозионной стойкости, особенно в оборудовании для обработки жидкостей и химической обработки.
- Титановые и алюминиевые сплавы: Используется в аэрокосмической и автомобильной промышленности, где соотношение прочности и веса имеет первостепенное значение.
- Суперсплавы на основе никеля: Предназначено для сред с экстремальными температурами, например, для компонентов газотурбинных двигателей.
Температурный диапазон ковки должен точно контролироваться для каждого сплава. Перегрев может вызвать рост зерна или окисление, а недогрев увеличивает износ штампа и повышает риск растрескивания.
Промышленное применение горячекованых компонентов
Механические свойства, достигаемые с помощью технологии горячей ковки, делают ее предпочтительным способом производства деталей, важных для безопасности и производительности, во многих отраслях.
Автомобильный и коммерческий транспорт
Горячая ковка доминирует в производстве компонентов трансмиссии и шасси. Поковки системы трансмиссии автомобиля — включая шестерни, валы, фланцы и траверсы — должны сохранять стабильность размеров и противостоять усталости при миллионах циклов нагрузки. Горячая ковка обеспечивает целостность зерна и соотношение прочности к весу, которые необходимы этим компонентам. Седельно-сцепные устройства и компоненты сидений тяжелых грузовиков представляют собой одинаково требовательные области применения, где разрушение материалов недопустимо.
Строительная и инженерная техника
Поковки машиностроения широко используются в экскаваторах, кранах, погрузчиках и дорожно-строительной технике. Эти компоненты выдерживают высокие динамические нагрузки, абразивные рабочие среды и значительные ударные нагрузки. Горячая ковка обеспечивает структурную плотность и прочность, необходимые для удовлетворения ожидаемого срока службы в этом секторе.
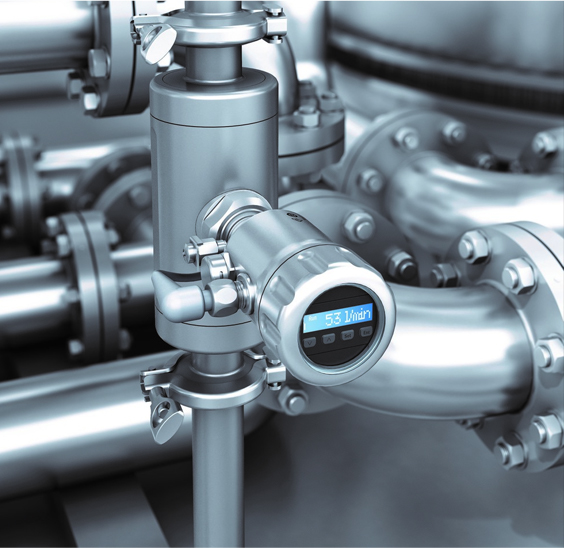
Жидкостные и насосные системы
Корпуса клапанов, корпуса насосов и компоненты управления потоком выигрывают от горячей ковки, поскольку этот процесс устраняет внутреннюю пористость, которая мешает отливкам. В жидкостных системах высокого давления даже незначительная пористость может распространиться в трещины под действием циклического давления. Кованые гидравлические компоненты обеспечивают превосходную устойчивость к утечкам и более длительные интервалы обслуживания по сравнению с литыми альтернативами.
Промышленное приборостроение и энергетика
Точность кованые компоненты встречаются в промышленных приборах, нефтегазовой инфраструктуре и оборудовании для производства электроэнергии. Возможность ковать нержавеющую сталь и никелевые сплавы расширяет применимость этого процесса в агрессивных и высокотемпературных условиях эксплуатации.
Контроль качества при производстве горячей штамповки
Производство горячих поковок, которые постоянно соответствуют спецификациям, требует наличия системы качества на протяжении всей производственной цепочки, а не только на этапе окончательного контроля. Ведущие производители внедряют следующие меры контроля:
- Входная проверка материалов: Анализ химического состава и испытание на твердость каждой поступающей плавки сырья перед его поступлением в производство.
- Контроль температуры печи: Непрерывные измерения с помощью термопары и регистрация данных для обеспечения достижения и поддержания заданной температуры заготовок без превышения верхних пределов.
- Проверка размеров при первом изделии и в процессе обработки: Проверка координатно-измерительной машины (КИМ) при установке штампа и через регулярные производственные интервалы для раннего выявления износа инструментов.
- Неразрушающий контроль (NDT): Ультразвуковой контроль и магнитопорошковый контроль для обнаружения внутренних пустот, нахлестов или швов, которые не видны на поверхности.
- Проверка механических свойств: Испытания на растяжение, текучесть, удлинение и ударную энергию образцов поковок, взятых из каждой производственной партии.
- Прослеживаемость: Полная прослеживаемость материалов и процессов, от номера плавки необработанной заготовки до готовой детали, что позволяет быстро проанализировать первопричины в случае возникновения проблем на месте.
Стандарты обеспечения качества Опытный производитель штамповки должен соответствовать международно признанным стандартам, таким как IATF 16949 для цепочек поставок автомобильной промышленности или ISO 9001 для общепромышленного применения. Постоянное соблюдение этих стандартов — это то, что отличает надежных поставщиков поковок от тех, чьи показатели качества непредсказуемы на протяжении всего производственного цикла.
Долгосрочные издержки потери качества кованых компонентов — претензии по гарантии, замены на местах и ущерб репутации — намного превышают любую краткосрочную экономию от смягчения стандартов контроля. Поэтому выбор производителя с документированной и проверяемой системой качества так же важен, как оценка мощности его печатной машины и возможностей материала.












Наша продукция в первую очередь включает в себя производство кованых компонентов для автомобильной промышленности, промышленности строительных машин, промышленной промышленности и индустрии жидкости.
Ссылки продукта
Связаться с нами
-
Address:№ 5 Junrong Road, Daitou Town, город Лиян, провинция Цзянсу, Китай
-
Tel:+86-18112316383
