




Новости
 Дом / Новости / Новости отрасли / Металлургические испытания ковки: методы, стандарты и контроль качества
Дом / Новости / Новости отрасли / Металлургические испытания ковки: методы, стандарты и контроль качества Металлургические испытания ковки: методы, стандарты и контроль качества
 2026.04.17
2026.04.17
 Новости отрасли
Новости отрасли
Что такое металлургические испытания при ковке?
Металлургические испытания при ковке — это систематический процесс оценки физических, химических и структурных свойств кованых металлических компонентов с целью проверки их соответствия определенным требованиям производительности и безопасности. В отличие от отливок или механически обработанных деталей, поковки подвергаются интенсивной механической деформации под воздействием тепла и давления — процесса, который фундаментально меняет внутреннюю зернистую структуру металла. Это делает металлургические испытания не просто формальностью качества, а критической инженерной необходимостью.
В процессе ковки такие переменные, как температура, давление штампа, скорость деформации и охлаждение после ковки, могут влиять на конечные свойства детали. Даже небольшие отклонения в этих параметрах могут привести к внутренним напряжениям, слабости границ зерен или химическим несоответствиям. которые невидимы невооруженным глазом, но способны вызвать выход из строя компонентов при рабочих нагрузках. Металлургические испытания предоставляют аналитические инструменты для раннего обнаружения этих проблем — еще до того, как деталь попадет на месторождение.
Для производителей и инженеров по снабжению, подбирающих кованые компоненты для требовательных применений, понимание того, что включают в себя металлургические испытания, и насколько строго их применяет поставщик, является ключевым показателем долгосрочной надежности продукции.
Ключевые методы металлургических испытаний поковок
Металлургические испытания поковок охватывают несколько отдельных дисциплин, каждая из которых нацелена на разные аспекты характеристик материала. Тремя основными категориями являются механические испытания, анализ химического состава и исследование микроструктуры.
Механические испытания
Механические испытания оценивают, как кованый компонент ведет себя под действием приложенных сил — самый прямой показатель реальных характеристик. Основные методы включают в себя:
- Испытание на растяжение: Измеряет предел текучести, предел прочности на разрыв, удлинение и уменьшение площади. Эти значения подтверждают, может ли материал выдерживать эксплуатационные нагрузки без остаточной деформации или разрушения.
- Проверка твердости: Используя шкалы Бринелля (HB) или Роквелла (HRC), испытания на твердость оценивают устойчивость материала к вдавливанию на поверхность — показатель износостойкости и пригодности после термообработки.
- Испытание на удар по Шарпи: Оценивает ударную вязкость, измеряя, сколько энергии поглощает материал во время внезапного разрушения. Критично для компонентов, подвергающихся ударным нагрузкам или воздействию низких температур.
- Испытание на изгиб: Оценивает пластичность и наличие поверхностных трещин после контролируемой операции гибки, что особенно актуально для конструкционных поковок.
Анализ химического состава
Элементный состав поковочного материала напрямую влияет на его прокаливаемость, свариваемость и коррозионную стойкость. Оптическая эмиссионная спектроскопия (OES) — это стандартный отраслевой метод проверки соответствия содержания сплавов, включая углерод, марганец, хром, никель и молибден, техническим характеристикам. Химический состав, не соответствующий техническим требованиям, может сделать термообработку неэффективной. , подрывая всю производственную партию, независимо от того, насколько хорошо был выполнен сам процесс ковки.
Микроструктура и металлографический анализ
Металлографическое исследование использует оптическую микроскопию и сканирующую электронную микроскопию (СЭМ) для оценки внутренней зернистой структуры поковки. Ключевые оцениваемые параметры включают размер зерна (обычно согласно ASTM E112), фазовое распределение, содержание включений и наличие микроструктурных аномалий, таких как полосчатость, обезуглероживание или неправильное образование мартенсита после закалки. Эти результаты показывают, правильно ли контролировались процессы горячей обработки и термообработки на протяжении всего производственного цикла.
Методы неразрушающего контроля (NDT)
В то время как при разрушающих испытаниях для получения данных используется испытательный образец, методы неразрушающего контроля (NDT) проверяют поковку, не изменяя и не повреждая ее, что делает неразрушающий контроль незаменимым для проверки качества на уровне производства и контроля в процессе эксплуатации.
| Метод неразрушающего контроля | Цель обнаружения | Лучше всего подходит для |
|---|---|---|
| Ультразвуковой контроль (UT) | Внутренние трещины, пустоты, включения | Поковки большого или сложного сечения |
| Магнитопорошковое тестирование (МТ) | Поверхностные и приповерхностные несплошности | Ферромагнитные углеродистые и легированные стали |
| Пенетрантное тестирование жидкостью (PT) | Открытые дефекты поверхности | Поковки из нержавеющей стали и цветных металлов |
| Визуальный осмотр (ВТ) | Отклонения в размерах, неровности поверхности | Все поковки в качестве базовой проверки |
Ультразвуковой контроль особенно ценен для поковок, используемых в конструкциях с высокими напряжениями, поскольку он может обнаруживать внутренние дефекты на глубинах, недоступных поверхностным методам. Магнитопорошковые и капиллярные испытания служат дополнительными проверками поверхности, которые подтверждают отсутствие нахлестов при ковке, холодных замыканий или закалочных трещин, возникших во время термической обработки.
Стандарты и сертификаты, регулирующие испытания штамповкой
Кузнечные металлургические испытания не происходят в вакууме — они основаны на международно признанных стандартах, которые определяют приемлемые процедуры испытаний, приемлемые диапазоны свойств и требования к документации. Соответствие этим стандартам превращает результаты внутренних испытаний в поддающиеся проверке и признанные заказчиком доказательства качества.
Наиболее широко упоминаемые фреймворки включают в себя:
- Международные стандарты ASTM (например, ASTM A788 для стальных поковок, ASTM E8 для испытаний на растяжение, ASTM E23 для испытаний на удар по Шарпи) регулируют большинство процедур механических и химических испытаний в глобальных промышленных цепочках поставок.
- ИСО 9001:2015 устанавливает требования к системе менеджмента качества, в рамках которой действуют программы тестирования, обеспечивая прослеживаемость, контроль документации и постоянное улучшение.
- Спецификации, специфичные для клиента OEM-производители в автомобильном и машиностроительном секторах часто накладывают дополнительные требования поверх базовых стандартов, включая обязательное отслеживание номера плавки, планы выборки партий и сертифицированные отчеты об испытаниях (CTR).
Для групп закупок способность поставщика предоставить тестовую документацию, соответствующую этим стандартам, а не просто неофициальные отчеты о проверках, является основополагающим показателем зрелости обеспечения качества. Посмотрите, как практика обеспечения качества кованых компонентов структурированы в рамках полной производственной системы.
Как металлургические испытания вписываются в цепочку производства штамповки
Эффективные металлургические испытания — это не единая контрольная точка на конечном этапе — они интегрированы на нескольких этапах производственной цепочки поковок, чтобы выявлять отклонения как можно раньше и с наименьшими затратами.
- Входной контроль сырья: Перед началом ковки входящие заготовки и прутки проверяются на химический состав с помощью OES. Сертификаты завода сверяются со спецификациями закупки, и на этом этапе любые плавки, не соответствующие техническим характеристикам, отклоняются.
- Проверка твердости и размеров в процессе производства: Во время и после ковки выборочные проверки твердости и измерения размеров подтверждают, что поковка развивается так, как ожидалось, прежде чем приступить к термообработке.
- Механические испытания после термообработки: После закалки, отпуска или нормализации образцы на растяжение и ударную вязкость по Шарпи изготавливаются из контрольных образцов, выкованных параллельно с производственной партией. Эти образцы подвергаются разрушающим испытаниям для подтверждения профиля механических свойств партии.
- Проверка микроструктуры: Металлографические поперечные сечения подготавливаются и исследуются под оптической микроскопией для подтверждения соответствия размера зерен и фазовой структуры техническим характеристикам — этап, особенно важный для науглероженных или индукционно закаленных поковок.
- Окончательный неразрушающий контроль и визуальный осмотр: Перед упаковкой поковки подвергаются ультразвуковому сканированию и неразрушающему контролю поверхности, чтобы исключить любые дефекты, возникшие во время механической или термической обработки.
Такой многоэтапный подход гарантирует выявление дефектов в месте их возникновения. , сокращая брак, затраты на доработку и риск попадания несоответствующих деталей на последующие сборочные операции. Производственная цепочка, охватывающая обработку пресс-форм, ковку, термообработку, механическую обработку и контроль на одном предприятии, предлагает здесь особые преимущества, устраняя передачу управления между объектами, где отслеживаемость может быть нарушена.
Применение: отрасли, в которых используются проверенные поковки
Ставки металлургических испытаний значительно различаются в зависимости от применения, а отрасли, в которых используются прецизионные поковки, являются одними из самых требовательных в мировом производстве.
Автомобильные трансмиссионные системы
Компоненты силового агрегата автомобиля — заготовки шестерен, поковки валов, кольца синхронизатора — работают под постоянными циклическими нагрузками и должны сохранять точные размерные допуски на протяжении всего срока службы автомобиля. Любая слабость материала, выявленная в ходе испытаний на растяжение или усталость на этапе производства, предотвращает катастрофические отказы в эксплуатации, которые могут привести к последствиям как для безопасности, так и для гарантийных обязательств. Изучите ассортимент прецизионные кованые детали для систем трансмиссии автомобилей изготовлены в соответствии со строгими механическими спецификациями.
Инженерная и строительная техника
Стрелы экскаватора, компоненты гидроцилиндров и гусеницы подвергаются ударам, истиранию и экстремальным условиям окружающей среды. Для этих деталей испытание на удар по Шарпи при низких температурах и однородность твердости после термообработки являются непреложными критериями качества. Решения для ковки машиностроительного оборудования прошедшие полную металлургическую проверку, обеспечивают надежную безотказную работу развернутого на местах оборудования.
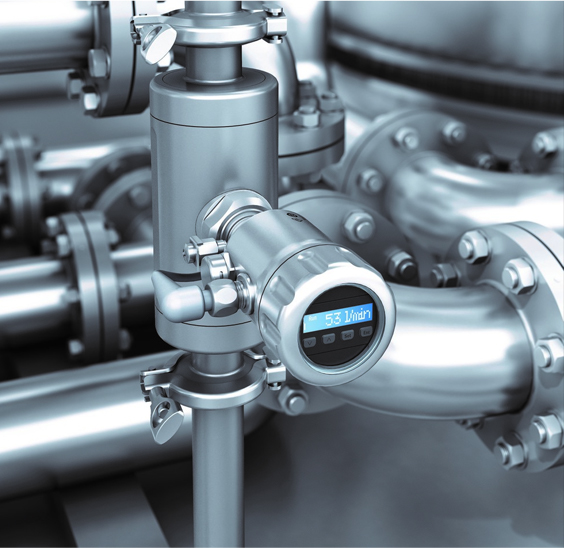
Системы жидкостных насосов и клапанов
При перекачке промышленных жидкостей кованые корпуса насосов и корпуса клапанов должны противостоять внутреннему давлению, агрессивным средам и термоциклированию. Испытание химического состава и проверка коррозионной стойкости здесь особенно важны, особенно для поковок из нержавеющей стали, используемых в химической обработке или морской среде. Узнайте больше о поковки клапана жидкостного насоса предназначены для работы в условиях повышенного давления и коррозии.
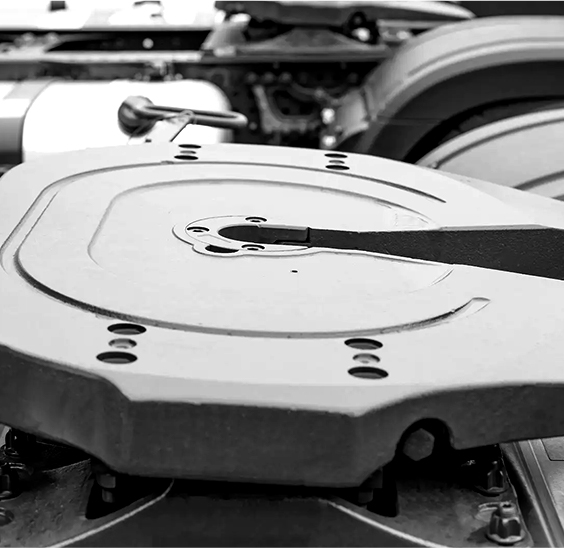
Промышленное оборудование
Поковки меньшего размера и с более жесткими допусками, используемые в измерительных и контрольных приборах, требуют исключительной стабильности размеров и целостности поверхности. Картирование микротвердости и мелкомасштабный металлографический контроль гарантируют, что свойства материала этих компактных компонентов одинаковы по всему поперечному сечению — требование, которое одни только объемные механические испытания не могут полностью удовлетворить.












Наша продукция в первую очередь включает в себя производство кованых компонентов для автомобильной промышленности, промышленности строительных машин, промышленной промышленности и индустрии жидкости.
Ссылки продукта
Связаться с нами
-
Address:№ 5 Junrong Road, Daitou Town, город Лиян, провинция Цзянсу, Китай
-
Tel:+86-18112316383
