




Новости
 Дом / Новости / Новости отрасли / Ковка нержавеющей стали на заказ: марки, процессы и руководство для поставщиков
Дом / Новости / Новости отрасли / Ковка нержавеющей стали на заказ: марки, процессы и руководство для поставщиков Ковка нержавеющей стали на заказ: марки, процессы и руководство для поставщиков
 2026.05.27
2026.05.27
 Новости отрасли
Новости отрасли
Нержавеющая сталь имеет встроенное преимущество перед обычной углеродистой сталью: минимальное содержание хрома около 10,5% заставляет ее образовывать самовосстанавливающийся оксидный слой всякий раз, когда поверхность подвергается воздействию кислорода. Ковка еще больше расширяет это преимущество. Применяя сжимающую силу при повышенных температурах, этот процесс улучшает внутреннюю структуру зерен, закрывает поры и создает непрерывный поток зерен, повторяющий контур готовой детали. В результате получается компонент, который значительно прочнее и устойчивее к усталости, чем тот, который изготавливается путем литья или механической обработки из прутковой заготовки, а благодаря специальной ковке из нержавеющей стали каждый параметр геометрии и материала может быть точно настроен в соответствии с требованиями применения.
Почему ковка превосходит литье и обработку нержавеющей стали
Литье создает усадочные пустоты, сегрегацию и случайную структуру зерен, которая изотропна, то есть механические свойства примерно одинаковы во всех направлениях, и это звучит хорошо, пока вы не поймете, что реальные нагрузки редко прикладываются одинаково во всех направлениях. Обработка прутка или пластины более чистая, но она режет по линиям зерен, а не следует за ними, что снижает усталостную прочность при концентрациях напряжений, таких как галтели и отверстия.
Изготовленная на заказ ковка решает обе проблемы. Деформация сжатия выравнивает поток зерен по геометрии детали — вокруг заплечика фланца, вниз по валу, через корпус клапана — поэтому металл наиболее силен именно там, где напряжение наибольшее. Прочность на растяжение, предел текучести и ударопрочность увеличиваются. , часто на 20–30% по сравнению с эквивалентными литыми или обработанными деталями. Для компонентов, работающих в условиях циклической нагрузки, давления или агрессивных сред, этот запас напрямую приводит к увеличению срока службы и снижению затрат на замену.
Оксидный слой, придающий нержавеющей стали коррозионную стойкость, также усиливается ковкой. Деформация закрывает дефекты на уровне поверхности, которые в противном случае могли бы стать очагами точечной или щелевой коррозии, а последующая термообработка может быть точно задана для оптимизации пассивной пленки для целевой среды.
Выбор подходящей марки нержавеющей стали для ковки
Выбор класса — единственное решение, которое больше всего влияет как на производительность, так и на стоимость. Ковка, коррозионная стойкость и механические свойства значительно различаются в зависимости от семейства. Обратитесь к Полное руководство по материалам для ковки, типам и выбору для углубленного анализа семейств сплавов; В таблице ниже приведены наиболее распространенные марки нержавеющей стали и их основные варианты использования.
| Оценка | Семья | Ключевые характеристики | Типичные применения |
|---|---|---|---|
| 304/304Л | Аустенитный | Хорошая общая коррозионная стойкость, отличная формуемость. | Пищевая промышленность, сантехническое оборудование, общепромышленное оборудование |
| 316/316Л | Аустенитный | Добавление молибдена повышает стойкость к хлоридам и кислотам. | Морское судоходство, химическая обработка, фармацевтика, корпуса клапанов |
| 410/420 | Мартенситный | Высокая твердость после термообработки, умеренная коррозионная стойкость. | Валы насосов, стержни клапанов, режущий инструмент, крепежные детали |
| 2205 Дуплекс | Дуплекс | Более высокий предел текучести, чем у 316L, отличная устойчивость к хлоридному SCC. | Нефтегазовое, опресняющее, целлюлозно-бумажное оборудование |
| 2507 Супер Дуплекс | Супер Дуплекс | Максимальная коррозионная стойкость, очень высокая прочность | Подводные компоненты, агрессивная химия |
| 17-4 PH | Дисперсионное твердение | Высокая прочность, хорошая коррозионная стойкость, закалка с возрастом | Аэрокосмическая, оборонная, механические компоненты с высокими нагрузками |
Для компонентов, работающих с жидкостями, где возникает проблема хлоридного коррозионного растрескивания под напряжением, минимально приемлемым выбором является 316L; Дуплексные марки оправдывают дополнительные затраты на материалы в агрессивных условиях эксплуатации. Посмотрите наш 304L и 316L forged stainless steel fittings body в качестве практического примера того, как выбор сплава соответствует требованиям применения в производстве деталей.
Изготовленная на заказ открытая штамповка или штамповка в закрытом штампе: какой процесс подойдет именно вам
Оба процесса начинаются с нагретой заготовки из нержавеющей стали, но к готовой геометрии они идут совершенно по-разному.
Открытая штамповка использует плоские или простые контурные штампы, которые не полностью охватывают заготовку. Оператор манипулирует заготовкой между проходами пресса для достижения заданной формы. Это делает процесс очень гибким для больших, тяжелых или геометрически простых деталей — колец, дисков, валов, блоков — где почти чистая форма менее важна, чем структурная целостность. Это предпочтительный путь для производства малых и средних объемов, а также для крупногабаритных компонентов, где инвестиции в оснастку для закрытых штампов будут непомерно высокими.
Закрытая штамповка (также называемая ковкой в штампах) используются соответствующие штампы, которые содержат полость точной формы готовой детали. Металл заполняет полость под давлением, обеспечивая жесткие допуски по размерам и превосходную консистенцию поверхности. Этот процесс подходит для изделий сложной геометрии, больших объемов производства и деталей, где вторичная обработка должна быть сведена к минимуму — типичными примерами являются корпуса клапанов, фланцы, компоненты трансмиссии и корпуса приборов.
Выбор между ними зависит от трех переменных: сложности геометрии детали, требуемого допуска на размеры и прогнозируемого объема. Опытный партнер по штамповке оценит все три, прежде чем приступить к проектированию оснастки, что напрямую влияет как на стоимость детали, так и на время выполнения заказа.
Ключевые отрасли и области применения поковок из нержавеющей стали на заказ
Сочетание прочности, коррозионной стойкости и гибкости конструкции делает кованую нержавеющую сталь выбором по умолчанию в любой среде, где отказ обходится дорого, будь то простой оборудования, риск для безопасности или загрязнение продукта.
- Нефть, газ и энергетика: Корпуса клапанов, рабочие колеса насосов, компоненты компрессоров и устьевая арматура, работающие под высоким давлением и контактирующие с агрессивными производственными жидкостями. В этом секторе доминируют дуплексные и супердуплексные сорта.
- Оборудование для обработки жидкостей и технологическое оборудование: Нестандартные поковки используются во всех насосных и клапанных системах. Такие продукты, как Детали шпинделя и натяжителя пружины из кованой нержавеющей стали для жидкостного оборудования and штоки плунжерных клапанов и компоненты клапанов из нержавеющей стали продемонстрировать диапазон прецизионных деталей, которые можно получить с помощью контролируемой ковки.
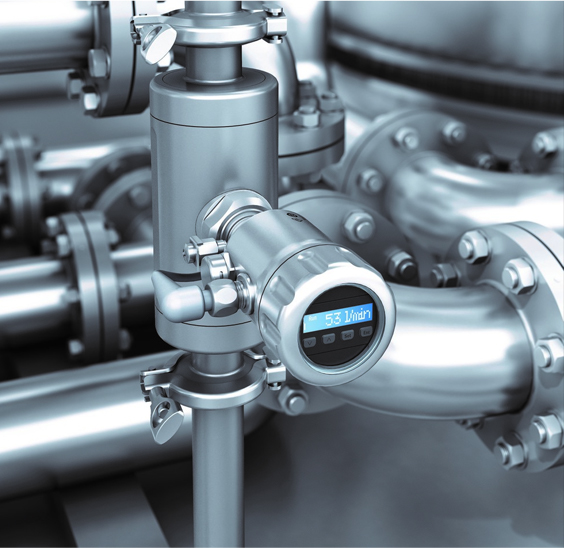
- Промышленное оборудование: Корпуса датчиков давления, корпуса датчиков и фланцы с выносным уплотнением требуют точности размеров и целостности поверхности для обеспечения герметичности уплотнений при циклическом давлении. Аустенитные марки являются здесь стандартными из-за их немагнитных свойств.
- Инженерная и строительная техника: Механические компоненты, подвергающиеся высоким нагрузкам — крюки, приводные муфты, элементы редуктора — выигрывают от превосходной усталостной прочности альтернатив кованой нержавеющей стали, особенно при эксплуатации на открытом воздухе или в морских условиях.
- Продукты питания, напитки и фармацевтика: Сантехническое оборудование и технологические компоненты должны соответствовать строгим стандартам чистоты. Гладкая, бездефектная поверхность кованых сталей 304L или 316L исключает места размножения бактерий, которые могут возникнуть в результате пористости отливок.
- Морской и морской: Для оборудования, крепежа и конструктивных элементов, подвергающихся воздействию морской воды, требуется устойчивость к хлоридам, которую надежно обеспечивают только поковки из нержавеющей стали 316L или дуплексной стали в течение расчетного срока службы.
Стандарты качества и соответствие
Закупка кованых компонентов из нержавеющей стали всегда должна осуществляться в соответствии с установленными отраслевыми стандартами. АСТМ А473 является основной спецификацией, регулирующей поковки из аустенитной, дуплексной, ферритной и мартенситной нержавеющей стали общего назначения и для эксплуатации при низких или высоких температурах. Он определяет пределы химического состава, требования к механическим свойствам, процедуры термообработки и протоколы испытаний на растяжение на основе веса детали. Поставщики, работающие в соответствии с этим стандартом, должны продемонстрировать возможность отслеживания от сырья до готовой поковки. Вы можете ознакомиться с полным объемом спецификации непосредственно на странице АСТМ А473 standard specification for stainless steel forgings страница.
Помимо стандартов материалов, покупателям, заботящимся о качестве, следует обратить внимание на сертификацию ISO 9001 как свидетельство наличия документированной системы управления качеством, а также возможности проверки третьей стороной, включая ультразвуковой контроль, контроль цветной дефектоскопии и составление отчетов о размерах. Для компонентов, работающих под давлением, может потребоваться соответствие PED (Директиве по оборудованию, работающему под давлением) или эквивалентная региональная сертификация.
Прослеживаемость материала — возможность связать любую отгруженную поковку с конкретной плавкой стали с полной сертификацией завода — не подлежит обсуждению в регулируемых отраслях. Прежде чем размещать заказ, спросите потенциальных поставщиков, как они документируют и поддерживают эту цепочку поставок.
На что обратить внимание при выборе поставщика поковок из нержавеющей стали?
Не все кузнечные мастерские одинаковы, когда дело касается нержавеющей стали. Этот сплав значительно труднее обрабатывать, чем углеродистая сталь, требует более высоких температур ковки и более чувствителен к конструкции матрицы и смазке. Поставщик, не имеющий специального опыта в области нержавеющей стали, будет давать противоречивые результаты — растрескивание поверхности, изменение размеров или недостаточное измельчение зерна — которые станут очевидными только после того, как детали войдут в эксплуатацию.
Оценивайте кандидатов по следующим критериям:
- Диапазон материалов: Могут ли они выковать нужную вам марку, включая дуплексные или дисперсионно-твердеющие сплавы? Подтвержденные возможности и наличие сертификатов завода более ценны, чем длинный список материалов на веб-сайте.
- Инженерная поддержка: Компетентный поставщик должен иметь возможность просмотреть ваш чертеж, дать рекомендации по размещению линии разъема штампа, углу уклона и экономии материала за счет придания формы, близкой к заданной. This engineering dialogue at the quoting stage prevents expensive revisions later.
- Собственная обработка и отделка: Поставщики, которые могут производить кузнечную и механическую обработку на одном предприятии, сокращают объемы обработки, сокращают время выполнения заказов и обеспечивают сквозную ответственность за размеры.
- Документация по качеству: Полная отслеживаемость материалов, записи о термообработке, отчеты о механических испытаниях и данные контроля размеров должны быть стандартными, а не дополнительными результатами.
- Производительность и время выполнения: Для заказных программ подтвердите диапазон тоннажа пресса, типичные сроки производства и наличие прототипа инструмента, прежде чем совершать полные инвестиции в производственный инструмент.
Подробную схему, которая поможет вам в процессе оценки поставщиков, см. в нашем ресурсе по адресу: как оценить и выбрать поставщика поковок металла на заказ . Правильный партнер-производитель снижает совокупную стоимость владения, а не только цену за единицу продукции, поставляя детали, которые работают согласно спецификациям, в установленные сроки и с документацией, необходимой вашей системе качества.












Наша продукция в первую очередь включает в себя производство кованых компонентов для автомобильной промышленности, промышленности строительных машин, промышленной промышленности и индустрии жидкости.
Ссылки продукта
Связаться с нами
-
Address:№ 5 Junrong Road, Daitou Town, город Лиян, провинция Цзянсу, Китай
-
Tel:+86-18112316383
